Nitrogen plays a vital role in the chemical industry, where safety, stability, and product purity are critical. From inerting and blanketing to purging and pressure transfer, nitrogen ensures controlled environments and prevents hazardous reactions. Installing nitrogen generators for chemical industry applications allows companies to produce high-purity nitrogen on-site, reducing costs while improving safety and operational efficiency.
As chemical production continues to grow in complexity and scale, reliable nitrogen supply has become a strategic necessity rather than a convenience.
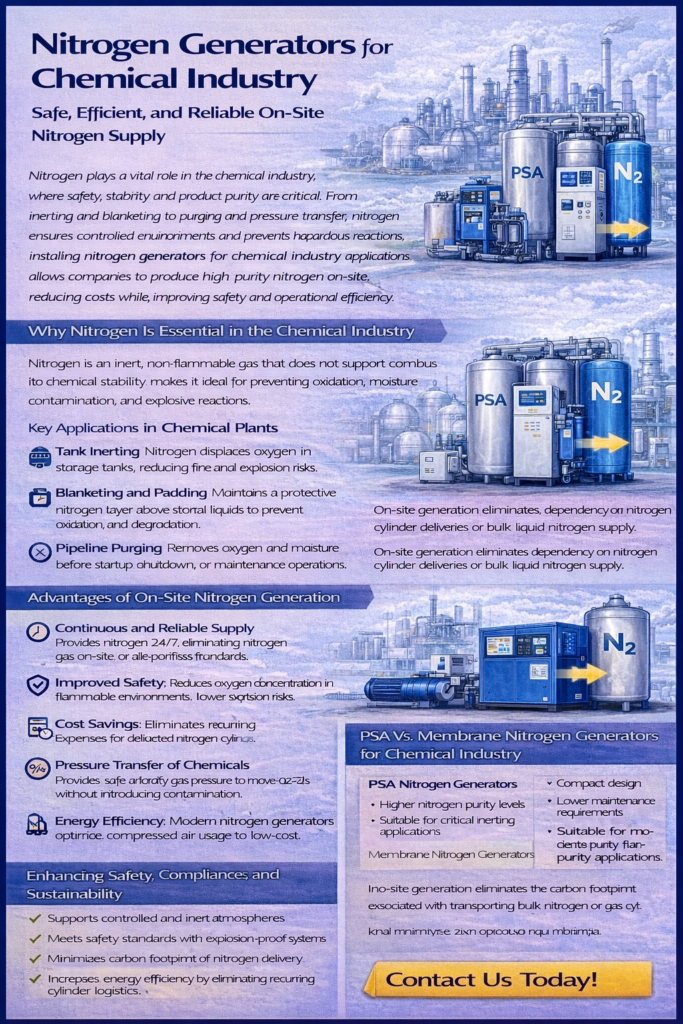
Why Nitrogen Is Essential in the Chemical Industry
Nitrogen is an inert, non-flammable gas that does not support combustion. Its chemical stability makes it ideal for preventing oxidation, moisture contamination, and explosive reactions in sensitive processes.
Key Applications in Chemical Plants
Tank Inerting
Nitrogen displaces oxygen in storage tanks, reducing fire and explosion risks when handling flammable chemicals.
Blanketing and Padding
Maintains a protective nitrogen layer above stored liquids to prevent oxidation and degradation.
Pipeline Purging
Removes oxygen and moisture before startup, shutdown, or maintenance operations.
Pressure Transfer of Chemicals
Provides safe and dry gas pressure to move liquids without introducing contamination.
Explosion Prevention
Reduces oxygen concentration in hazardous environments to meet safety standards.
What Are Nitrogen Generators for Chemical Industry?
Nitrogen generators for chemical industry applications are systems that produce nitrogen gas on-site by separating it from compressed air. These systems typically use:
Pressure Swing Adsorption (PSA) technology
Membrane separation technology
The generated nitrogen is delivered directly to process equipment, storage tanks, or distribution pipelines at the required purity and pressure levels.
On-site generation eliminates dependency on nitrogen cylinder deliveries or bulk liquid nitrogen supply.
Advantages of On-Site Nitrogen Generation
Continuous and Reliable Supply
Ensures uninterrupted nitrogen availability for critical chemical processes.
Improved Safety
Reduces oxygen concentration in flammable environments, lowering explosion risk.
Cost Savings
Eliminates recurring expenses for delivered nitrogen cylinders or liquid nitrogen.
High Purity Control
Systems can provide nitrogen purity from 95% to 99.999%, depending on process requirements.
Reduced Logistics and Storage Risks
Minimizes handling of high-pressure cylinders and cryogenic tanks.
Energy Efficiency
Modern nitrogen generators optimize compressed air usage to lower operational costs.
PSA vs. Membrane Nitrogen Generators for Chemical Industry
PSA Nitrogen Generators
Higher nitrogen purity levels
Suitable for critical inerting applications
Ideal for large chemical plants
Membrane Nitrogen Generators
Compact design
Lower maintenance requirements
Suitable for moderate purity applications
The selection depends on required purity, flow rate, and process sensitivity.
Key Considerations When Choosing Nitrogen Generators for Chemical Industry
When selecting a nitrogen generation system, consider the following factors:
Required Nitrogen Purity
Different chemical processes require specific oxygen concentration levels.
Flow Rate and Pressure
Ensure the generator matches peak production demand.
Hazardous Area Certification
Systems must comply with ATEX or other explosion-proof standards when installed in hazardous zones.
Reliability and Redundancy
Critical facilities may require backup systems for uninterrupted operation.
Energy Consumption
Evaluate overall compressed air efficiency to reduce long-term operating costs.
Maintenance and Service Support
Choose systems designed for easy maintenance and long service intervals.
Enhancing Safety and Compliance
Nitrogen generators for chemical industry applications support compliance with international safety regulations and industry standards. Proper system integration ensures:
Controlled oxygen levels
Automated monitoring systems
Pressure regulation and alarm systems
Explosion-proof components for hazardous areas
Safe startup and shutdown procedures
By maintaining inert atmospheres, chemical plants can significantly reduce operational risks and ensure consistent product quality.
Environmental and Sustainability Benefits
On-site nitrogen generation reduces the carbon footprint associated with transporting bulk nitrogen or gas cylinders. It also reduces nitrogen waste and improves overall energy efficiency, supporting sustainable chemical production practices.
Conclusion
Nitrogen generators for chemical industry operations provide a safe, cost-effective, and reliable solution for inerting, blanketing, purging, and explosion prevention. By producing nitrogen on-site, chemical plants gain continuous supply, improved safety, reduced costs, and greater operational control.
Investing in a high-quality nitrogen generator ensures long-term performance, regulatory compliance, and enhanced protection for both personnel and equipment.
Contact us today to learn more about our nitrogen generation solutions tailored for chemical industry applications.